I. Основные типы и конструктивные формы
Приспособления для цементационных печей обычно представляют собой прочные модульные системы, используемые, в частности, в шахтных печах, камерных/многоцелевых печах и проходных цементационных печах толкающего типа.
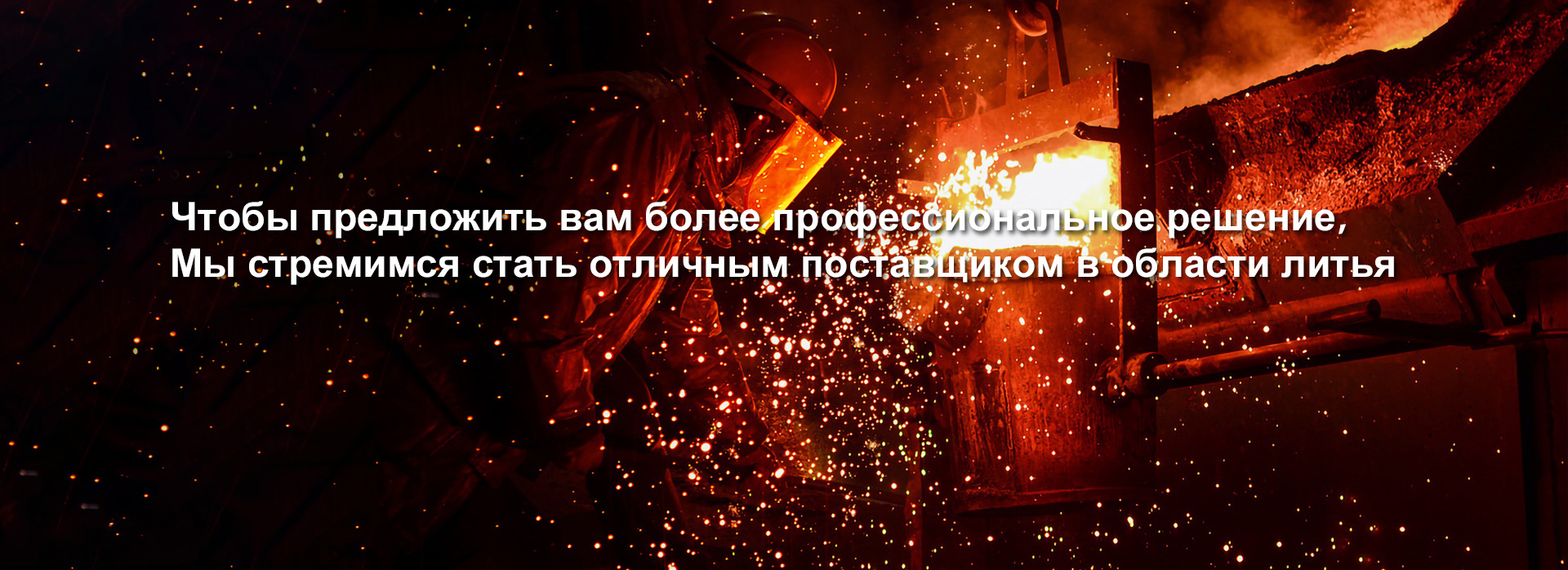
1. Система приспособлений для шахтной цементационной печи:
- Конструкция: Основная система состоит из основания, реторты (печного сосуда) и подвесных приспособлений (корзин/стеллажей).
- Корзины/стеллажи: Подвешиваются в центре реторты, обычно представляют собой цилиндрические или многоугольные каркасы, сваренные из жаропрочных стальных прутков/пластин, с внутренними ярусными полками. Заготовки укладываются или подвешиваются внутри.
- Ключевые моменты проектирования: Необходимо обеспечить беспрепятственные каналы циркуляции атмосферы от стенки реторты к центру корзины. Внутри корзины часто проектируется центральный направляющий элемент (канал/конус) для принудительной циркуляции атмосферы, которая, приводимая в движение верхним вентилятором, движется вниз через заготовки, а затем возвращается через центральный канал, создавая принудительную конвекцию.
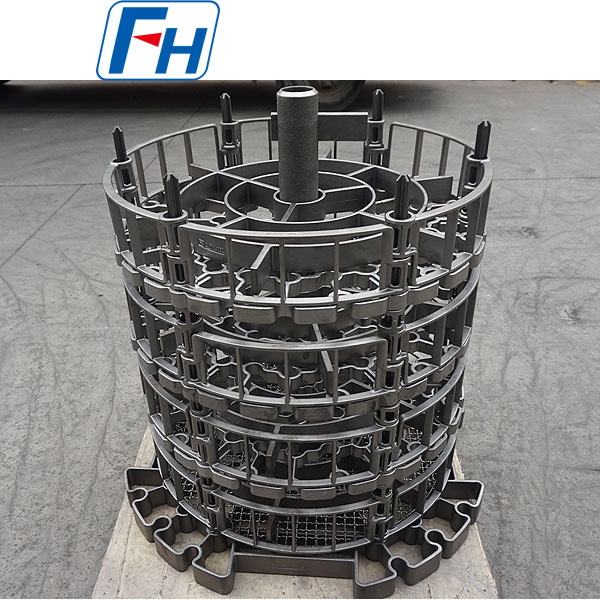
2. Оснастка для цементации в камерных/многоцелевых печах:
- Структура: В значительной степени соответствует системе оснастки для многоцелевых печей, описанной ранее, но с более высокими требованиями к материалам. Состоит из прочных поддонов, высокопрочных опор и корзин/прокладок.
- Характеристики: Должна выдерживать автоматическую транспортировку из нагревательной камеры в закалочную камеру, что предъявляет чрезвычайно высокие требования к плоскостности и прочности поддонов.
3. Оснастка для непрерывных цементационных печей толкающего типа:
01. Структура: Основным элементом является прочный поддон (часто называемый «лодкой»). Он последовательно перемещается по рельсам через несколько зон: предварительный нагрев, цементация, диффузия, закалка и т.д.
02. Основные конструктивные особенности:
- Пара трения поддон/рельс: Серьезная техническая проблема. Требуется использование высококачественных жаропрочных сплавов (например, RA330) и оптимизированная конструкция (например, добавление скользящих блоков, использование пар материалов с разными свойствами) для снижения трения и износа при высоких температурах.
- Герметизация атмосферы: Зазор между поддоном и подом печи должен быть минимальным, но не вызывать заклинивания, чтобы предотвратить смешивание атмосферы между зонами.
II. Выбор материала: Решающий фактор долговечности
Выход из строя приспособлений для цементации практически всегда происходит из-за охрупчивания материала вследствие глубокой цементации и термической усталости. Выбор материала имеет первостепенное значение.
01. Материалы высшего класса: Высоконикелевые хромоникелевые аустенитные жаропрочные сплавы. Высокое содержание никеля эффективно препятствует диффузии атомов углерода, значительно замедляя скорость цементации самого приспособления.
- Основной выбор: RA 330 (35Ni-18Cr) или эквивалент. Обеспечивает наилучшее сочетание высокотемпературной прочности, устойчивости к цементации и термической усталости. Это отраслевой стандарт для высоконагруженных приспособлений для цементации.
- Распространенный выбор: AISI 314 (25Cr-20Ni), AISI 310S. Немного более низкие характеристики, но более экономичный вариант, подходит для менее требовательных применений.
- Премиум-выбор: Inconel 600/601. Исключительные характеристики, с чрезвычайно высокой устойчивостью к цементации, но очень дорогой. Используется для наиболее ответственных деталей или там, где требуется сверхдлительный срок службы.
02. Материалы, строго запрещенные: Обычные углеродистые стали, низколегированные стали (например, AISI 1018, 4140). Они охрупчиваются, расширяются и трескаются из-за сильной цементации всего за несколько циклов, быстро выходят из строя и образуют большое количество окалины, которая загрязняет печь и обрабатываемые детали.
III. Резюме
Приспособления для цементационных печей являются «основой» процесса цементации. Они должны оставаться стабильными в самых жестких химических условиях (сильная цементационная атмосфера) и самых суровых физических условиях (высокая температура, высокая нагрузка, длительное время). Качество их конструкции и выбор материала напрямую определяют:
- Равномерность и постоянство цементации (качество продукции)
- Загрузка за партию и эффективность производства (себестоимость продукции)
- Срок службы приспособлений и частота технического обслуживания (стоимость оборудования)
Глубокое понимание принципа, что «материалы, устойчивые к цементации (например, RA330), являются основой, а конструкция с принудительной циркуляцией атмосферы — ключом к успеху», имеет центральное значение для успешного проектирования и эксплуатации приспособлений для цементации. Они — не просто полки для размещения деталей, а регуляторы потока технологического газа и невидимые хранители качества продукции.
Таблица марок материалов:
| Heat-resistant Steel |
| / |
GB (中) |
DIN (德) |
ASTM (美) |
JIS (日) |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
– |
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
– |
950℃ |
| 3 |
ZG30Cr28Ni10 |
– |
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
– |
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
– |
1050℃ |
| 5 |
ZG30Cr28Ni16 |
– |
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
– |
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
23.00 – 27.00 |
19.00 – 22.00 |
– |
≤0.50 |
– |
1100℃ |
| 7 |
ZG30Cr20Ni25 |
– |
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
– |
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
– |
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.80 – 1.80 |
≤0.50 |
– |
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.20- 1.80 |
≤0.50 |
– |
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.80 – 1.80 |
≤0.50 |
– |
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
– |
– |
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.50 – 1.50 |
≤0.50 |
– |
1050℃ |
| 15 |
ZG45Cr12Ni60 |
– |
HW |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
– |
– |
– |
1100℃ |
| 16 |
ZG45Cr18Ni66 |
– |
HX |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
– |
– |
– |
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
– |
– |
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
– |
– |
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
– |
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1: Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, методе охлаждения, загрузочной массе и т.д.;
Шаг 2: Желательно предоставить 3D-чертежи;
Шаг 3: После получения достаточной информации мы разработаем чертежи продукции и предоставим соответствующее ценовое предложение;
В: Когда я получу цену?
О: Обычно мы отвечаем на запросы в течение 24 часов (за исключением выходных и праздничных дней). Если вам срочно нужна цена, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли предоставить вам ценовое предложение.
В: Когда будет осуществлена доставка? / Каковы сроки доставки?
О: – Заказ образцов: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– OEM-заказ: 30 дней после получения предоплаты.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите какие-либо дефектные детали, мы бесплатно заменим их в следующем заказе. Как опытный производитель, мы гарантируем качество и послепродажное обслуживание.
В: Каковы ваши условия оплаты?
О: T/T
Оплата <= 10000 долларов США, 100% предоплата. Оплата > 10000 долларов США, 50% предоплата, остаток перед отгрузкой.
В: Какой способ доставки?
О: Доставка осуществляется компаниями DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.