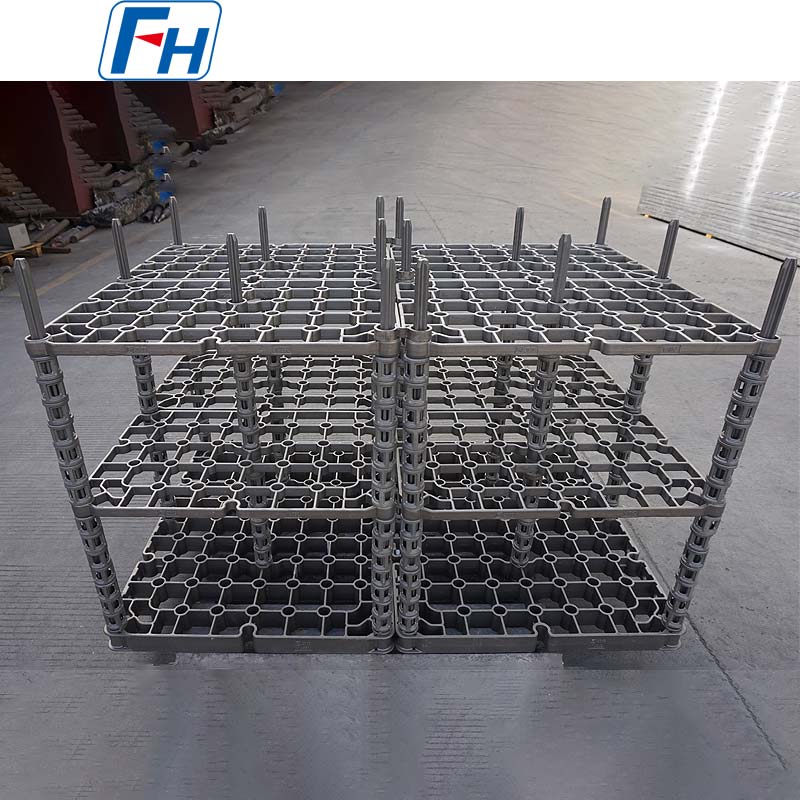
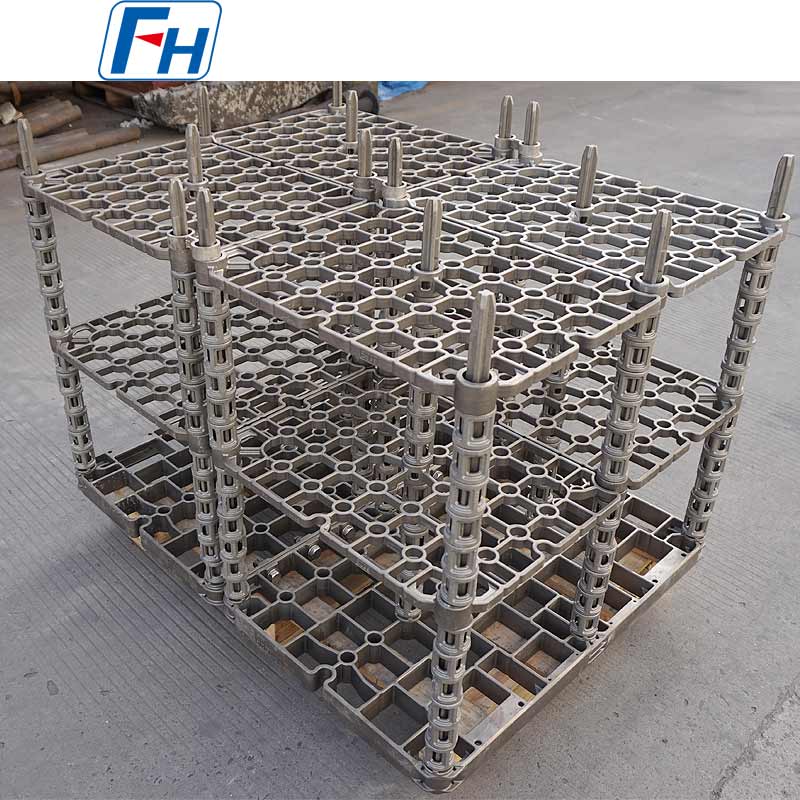
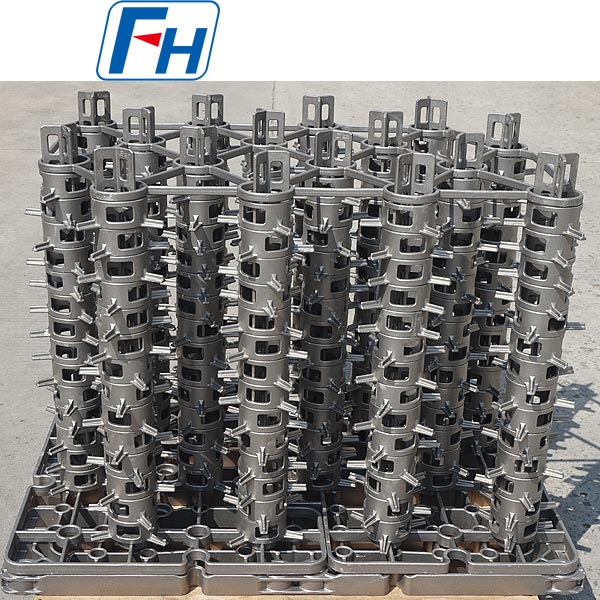
Приспособления для термообработки в печах для пайки/сварки
В отличие от приспособлений для термообработки, где основное внимание уделяется «выдерживанию нагрузки и закалке», главными задачами приспособлений для пайки являются «точное позиционирование деталей при сборке» и «предотвращение деформации заготовки из-за собственного веса или расплавления припоя». Они также должны обеспечивать смачивание и заполнение всего зазора в соединении припоем за счет капиллярного эффекта.
I. Основные функции и особые задачи
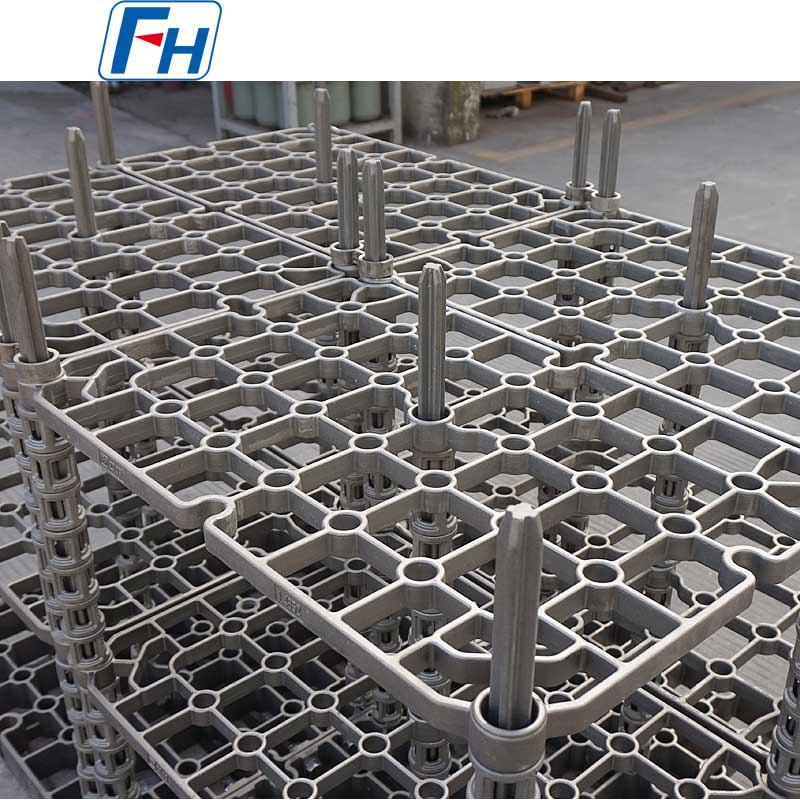
1. Точное позиционирование и поддержание зазора: Это основная задача. Соединяемые детали (например, сотовые конструкции, многослойные листы, сложные каналы для потока) должны удерживаться в точном относительном положении, поддерживая зазор для пайки в соответствии с проектными требованиями (обычно 0,02-0,2 мм). Детали должны сохранять свою заданную геометрию и точность размеров после пайки.
2. Сопротивление высокотемпературной деформации: При температурах пайки (обычно на 30-100°C выше температуры ликвидуса припоя) прочность материала заготовки снижается. Приспособление должно обеспечивать достаточную поддержку, чтобы предотвратить деформацию, провисание или разрушение заготовки под действием собственного веса или термических напряжений.
3. Предотвращение реакций с заготовкой/припоем: Материал приспособления не должен вступать в нежелательные реакции легирования, прилипания или растворения с материалом заготовки (например, нержавеющая сталь, суперсплавы, керамика) или расплавленным припоем (например, на основе серебра, меди, никеля) при высоких температурах. Это предотвращает трудности при разделении после пайки или загрязнение соединения.
4. Соответствие коэффициенту термического расширения (КТР): КТР приспособления и заготовки должны быть максимально близки, чтобы предотвратить чрезмерное напряжение, создаваемое приспособлением на заготовке во время нагрева или охлаждения, что может привести к деформации или растрескиванию.
5. Отсутствие влияния на атмосферу и тепловое поле: Конструкция приспособления не должна препятствовать очищающему действию защитной атмосферы на поверхности заготовки и существенно нарушать равномерность теплового поля печи.
II. Ключевые моменты при выборе материалов
Выбор материалов для паяльных приспособлений имеет решающее значение для их успешного использования.
1. Распространенные металлические материалы:
- Аустенитные нержавеющие стали: Например, AISI 304, 316. Используются для пайки при средних и низких температурах (<900°C). Низкая стоимость, легко обрабатываются.
- Жаропрочные стали и сплавы: Например, AISI 310 (2520), 330, Inconel 600/601. Используются для высокотемпературной пайки (>900°C). Отличная стойкость к окислению и ползучести. Первый выбор для большинства высокотемпературных паяльных работ (например, для нержавеющих сталей, суперсплавов).
- Молибден, вольфрам: Используются для вакуумной пайки при очень высоких температурах (>1300°C). Низкий коэффициент теплового расширения, но легко окисляются, могут использоваться только в вакууме или чистом водороде.
2. Антипригарные покрытия/обработка:
- Назначение: Создание барьера на контактной поверхности между приспособлением и заготовкой для предотвращения прилипания при высоких температурах.
- Методы:
01. Напыление: Плазменное напыление покрытий из оксида алюминия, диоксида циркония.
02. Осаждение: Химическое осаждение из газовой фазы (CVD) покрытия из нитрида бора.
03. Пасты: Нанесение антипригарных паст на основе оксида иттрия или нитрида бора.
3. Основные принципы выбора:
- Максимальная рабочая температура приспособления должна быть значительно выше температуры пайки.
- Материал приспособления и материал заготовки не должны образовывать низкоплавкие эвтектики при температуре пайки.
- Предпочтительны материалы с коэффициентом теплового расширения, соответствующим коэффициенту теплового расширения заготовки.
III. Примеры применения
Типичные области применения:
- Пластинчато-ребристые теплообменники: Требуют массивных зажимных систем, состоящих из многослойных прижимных пластин, боковых пластин и высокопрочных болтов для обеспечения плотного контакта между всеми слоями на протяжении всего термического цикла.
- Лопатки/статоры авиационных двигателей: Используются прецизионные литые или обработанные из жаропрочных сплавов приспособления для точного позиционирования десятков или даже сотен лопаток.
- Электронные устройства (вакуумная пайка): Используются прецизионные лотки из молибдена, графита или керамики для позиционирования микроволновых компонентов, силовых модулей и т.д.
Приспособления для пайки в печах выступают в качестве «прецизионных приспособлений» и «каркасов, сохраняющих форму» в процессе пайки. Они ярко демонстрируют общепринятое в отрасли мнение, что «успех пайки на 30% зависит от припоя и на 70% от приспособлений». Отличная конструкция приспособления для пайки является результатом глубокой интеграции трех дисциплин: механического проектирования (точность и жесткость), материаловедения (высокотемпературная совместимость) и технологии пайки (контроль зазоров и прогнозирование деформаций). Его ценность заключается не только в получении качественных паяных соединений, но и в обеспечении точного соединения сложных компонентов в условиях отсутствия или низкого уровня напряжений — это незаменимая ключевая роль в таких областях, как аэрокосмическая промышленность и высокотехнологичное производство.
Таблица марок материалов:
| Heat-resistant Steel |
| / |
GB (中) |
DIN (德) |
ASTM (美) |
JIS (日) |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
– |
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
– |
950℃ |
| 3 |
ZG30Cr28Ni10 |
– |
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
– |
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
– |
1050℃ |
| 5 |
ZG30Cr28Ni16 |
– |
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
– |
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
23.00 – 27.00 |
19.00 – 22.00 |
– |
≤0.50 |
– |
1100℃ |
| 7 |
ZG30Cr20Ni25 |
– |
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
– |
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
– |
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.80 – 1.80 |
≤0.50 |
– |
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.20- 1.80 |
≤0.50 |
– |
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.80 – 1.80 |
≤0.50 |
– |
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
– |
– |
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.50 – 1.50 |
≤0.50 |
– |
1050℃ |
| 15 |
ZG45Cr12Ni60 |
– |
HW |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
– |
– |
– |
1100℃ |
| 16 |
ZG45Cr18Ni66 |
– |
HX |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
– |
– |
– |
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
– |
– |
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
– |
– |
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
– |
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1: Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, методе охлаждения, загрузочной массе и т.д.;
Шаг 2: Желательно предоставить 3D-чертежи;
Шаг 3: После получения достаточной информации мы разработаем чертежи продукции и предоставим соответствующее ценовое предложение;
В: Когда я получу цену?
О: Обычно мы отвечаем на запросы в течение 24 часов (за исключением выходных и праздничных дней). Если вам срочно нужна цена, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли предоставить вам ценовое предложение.
В: Когда будет осуществлена доставка? / Каковы сроки доставки?
О: – Заказ образцов: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– OEM-заказ: 30 дней после получения предоплаты.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите какие-либо дефектные детали, мы бесплатно заменим их в следующем заказе. Как опытный производитель, мы гарантируем качество и послепродажное обслуживание.
В: Каковы ваши условия оплаты?
О: T/T
Оплата <= 10000 долларов США, 100% предоплата. Оплата > 10000 долларов США, 50% предоплата, остаток перед отгрузкой.
В: Какой способ доставки?
О: Доставка осуществляется компаниями DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.