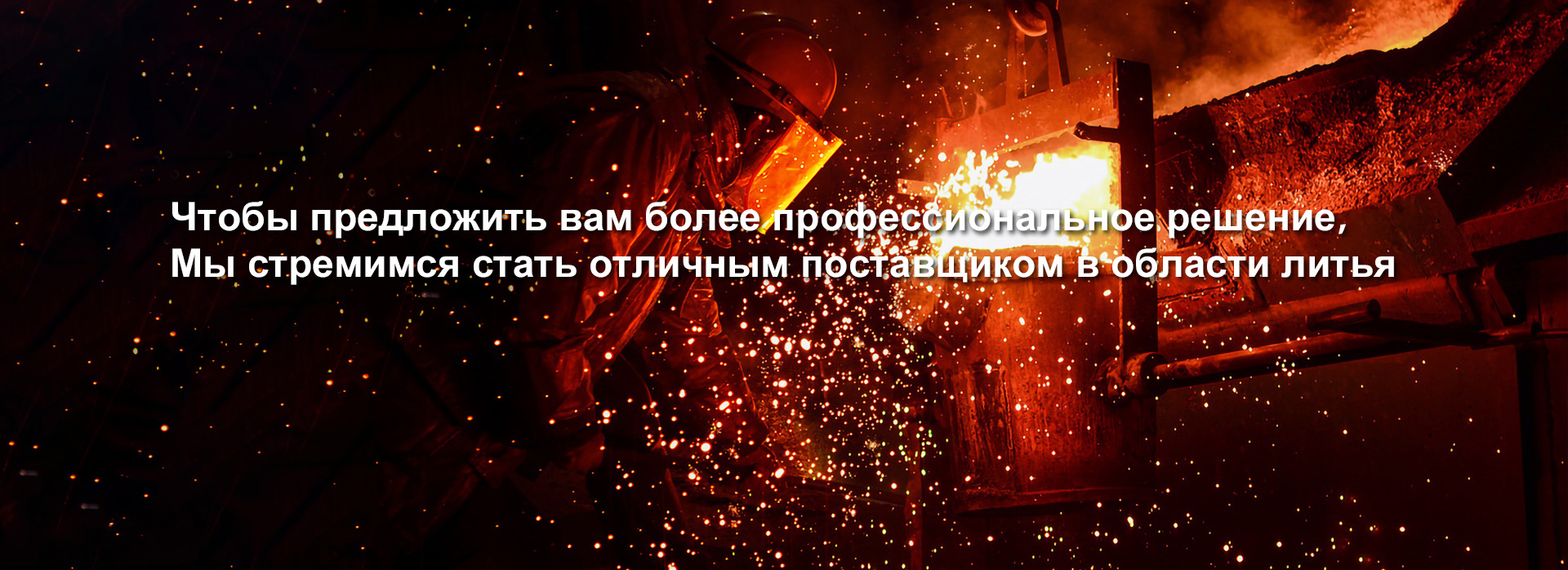
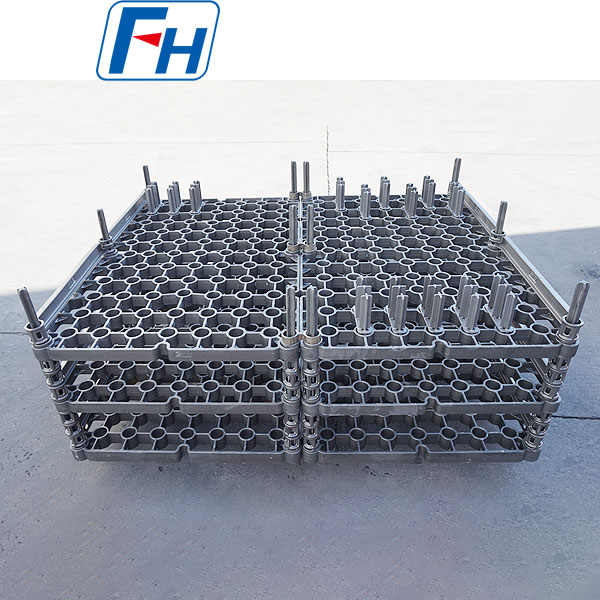
Приспособления для термообработки в закалочных печах:
Приспособления для термообработки в закалочных печах должны не только выдерживать высокие температуры, как и другие приспособления для термообработки, но и обладать высокой прочностью при высоких температурах, отличной устойчивостью к термической усталости и достаточной прочностью, чтобы выдерживать сильный термический удар и потенциальную коррозию от закалочных сред (масло, вода, полимерные растворы или соляные ванны).
1. Точное позиционирование и фиксация: Обеспечивает неподвижность заготовки во время перемещения и закалки, предотвращая неравномерное охлаждение из-за смещения.
2. Активный контроль деформации: Это его наиболее важная функция. Он противодействует деформации заготовки во время высокотемпературного размягчения и усадки при закалке за счет поддержки, ограничения или предварительного напряжения.
3. Управление процессом закалки:
- Контроль метода погружения: Введение в закалочную среду под определенным углом и скоростью для уменьшения образования паровой пленки и обеспечения равномерного охлаждения.
- Обеспечение направленного охлаждения: Разработка конструкции для дифференцированной скорости охлаждения на необходимых участках (например, добавление изоляции или направляющих потока).
4. Устойчивость к экстремальному термическому удару: Материалы выдерживают огромное термическое напряжение при переходе из температуры ~800-1000°C в жидкость с температурой в несколько десятков градусов за считанные секунды.
5. Устойчивость к коррозии/эрозии среды: Закалочные масла, рассолы, полимеры и т.д. оказывают различное коррозионное/окислительное воздействие на металлы.
Основные типы и типичные примеры:
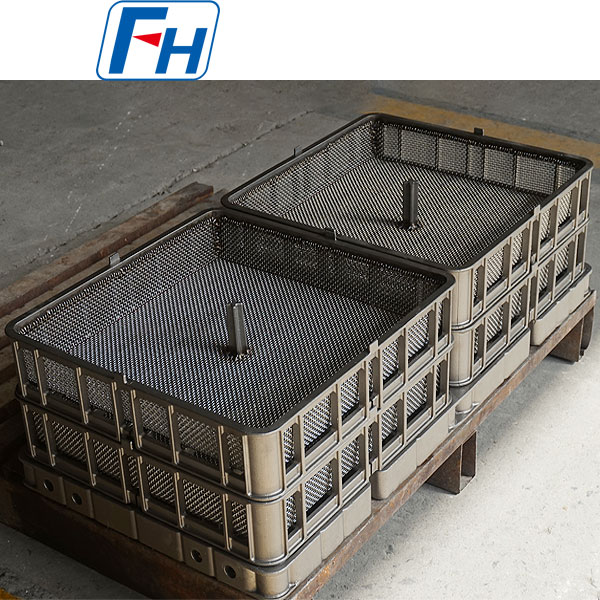
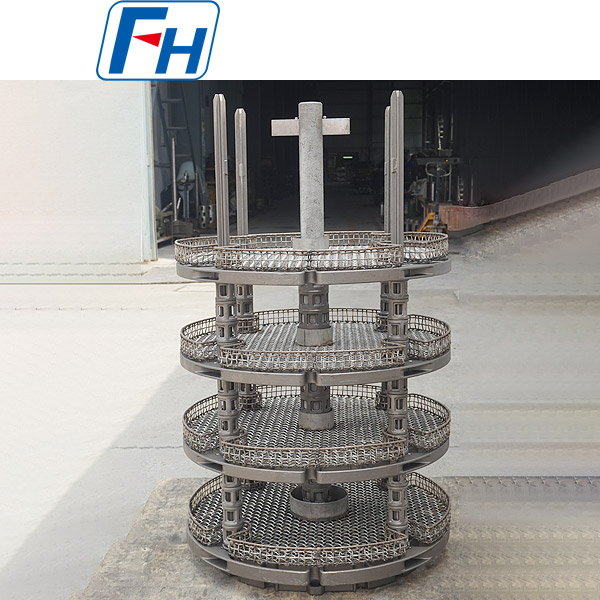
1. Универсальные несущие приспособления:
- Лоток/корзины: Для пакетной закалки мелких деталей правильной формы (например, крепежных элементов, роликов подшипников). Дно должно иметь достаточные зазоры для циркуляции закалочной среды.
- Подвески/стержни: Для подвешивания деталей типа валов или втулок, обеспечивая вертикальное погружение для уменьшения изгиба.
2. Специализированные приспособления для предотвращения деформации (основная категория):
- Закалочные штампы для зубчатых колес: Самый классический пример. Нагретое зубчатое колесо помещается между конической оправкой и штампом пресса для закалки под давлением, что эффективно предотвращает деформацию и обеспечивает плоскостность зубьев.
- Зажимные приспособления для расширения подшипниковых колец/кольцевых деталей: Расширяются изнутри, прижимаясь к внешней стенке, или зажимают деталь снаружи, прижимаясь к внутреннему отверстию, предотвращая деформацию и потерю круглости.
- Опорные стойки для длинных валов: Имеют несколько V-образных роликов или опорных блоков, позволяющих валу свободно сжиматься во время закалки, сохраняя при этом прямолинейность.
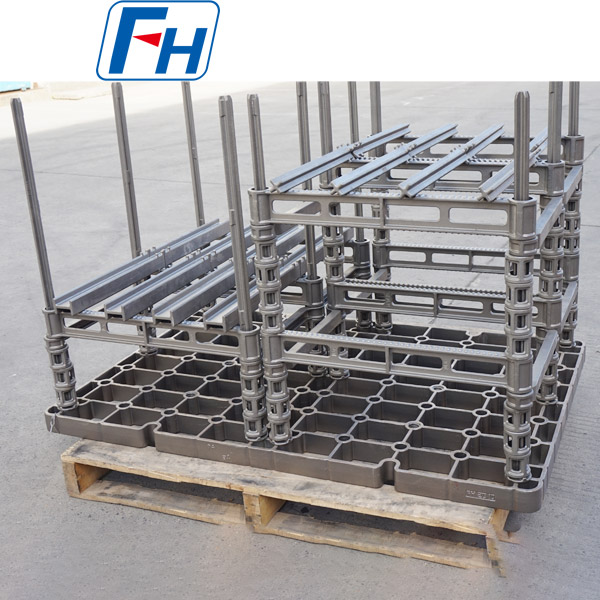
- Рамные приспособления для выравнивания плоских деталей: Используют верхние пластины или рамные конструкции для ограничения деформации тонких пластин во время закалки.
3. Специальные приспособления для индукционной закалки:
- Интегрированы с индукционными катушками для локальной закалки. Точно позиционируют закаливаемый участок и направляют охлаждающую жидкость.
4. Приспособления для вакуумной/атмосферной закалки:
- Обладают высокой прочностью и низкой летучестью при высоких температурах (во избежание загрязнения печи и заготовки). Часто изготавливаются из графита, молибдена, вольфрама или специальных жаропрочных сплавов.
Основные конструктивные соображения:
1. Выбор материала (приоритет):
- Жаропрочные стали: Например, AISI 314, 330, 253MA, подходят для большинства нейтральных или слабоокислительных закалочных сред, экономически эффективны.
- Высокотемпературные сплавы: Например, Inconel 600/601, Haynes 230, для более высоких температур, более агрессивных коррозионных сред или вакуумных печей.
- Специальные материалы: Графит (для высокотемпературной вакуумной закалки, низкая тепловая масса, но чувствителен к ударам); керамика из карбида кремния (экстремальные температуры, износостойкость, но хрупкость).
- Соображения: Высокотемпературный предел текучести, теплопроводность, коэффициент теплового расширения (в идеале близкий к обрабатываемой детали), термостойкость, устойчивость к коррозии в рабочей среде.
2. Конструктивное проектирование:
- Избегайте концентрации напряжений: Используйте скругления и уменьшайте острые углы.
- Симметрия и однородность: Обеспечивает равномерное распределение тепла и охлаждение.
- Баланс между легкостью и прочностью/вязкостью: Усиливайте ключевые несущие области, уменьшайте вес в некритических областях для снижения тепловой массы и энергопотребления.
3. Проектирование пути потока охлаждающей жидкости:
- Конструкция приспособления должна обеспечивать свободное и быстрое течение закалочной жидкости, не создавая застойных зон, которые могут привести к недостаточному локальному охлаждению (мягким пятнам) на обрабатываемой детали.
- Иногда требуется проектирование направляющих потока или отверстий для направления жидкости в критические области.
Таблица марок материалов:
| Heat-resistant Steel |
| / |
GB |
DIN |
ASTM |
JIS |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
– |
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
– |
950℃ |
| 3 |
ZG30Cr28Ni10 |
– |
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
– |
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
– |
1050℃ |
| 5 |
ZG30Cr28Ni16 |
– |
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
– |
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
23.00 – 27.00 |
19.00 – 22.00 |
– |
≤0.50 |
– |
1100℃ |
| 7 |
ZG30Cr20Ni25 |
– |
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
– |
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
– |
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.80 – 1.80 |
≤0.50 |
– |
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.20- 1.80 |
≤0.50 |
– |
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.80 – 1.80 |
≤0.50 |
– |
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
– |
– |
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.50 – 1.50 |
≤0.50 |
– |
1050℃ |
| 15 |
ZG45Cr12Ni60 |
– |
HW |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
– |
– |
– |
1100℃ |
| 16 |
ZG45Cr18Ni66 |
– |
HX |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
– |
– |
– |
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
– |
– |
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
– |
– |
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
– |
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1: Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, методе охлаждения, загрузочной массе и т.д.;
Шаг 2: Желательно предоставить 3D-чертежи;
Шаг 3: После получения достаточной информации мы разработаем чертежи продукции и предоставим соответствующее ценовое предложение;
В: Когда я получу цену?
О: Обычно мы отвечаем на запросы в течение 24 часов (за исключением выходных и праздничных дней). Если вам срочно нужна цена, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли предоставить вам ценовое предложение.
В: Когда будет осуществлена доставка? / Каковы сроки доставки?
О: – Заказ образцов: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– OEM-заказ: 30 дней после получения предоплаты.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите какие-либо дефектные детали, мы бесплатно заменим их в следующем заказе. Как опытный производитель, мы гарантируем качество и послепродажное обслуживание.
В: Каковы ваши условия оплаты?
О: T/T
Оплата <= 10000 долларов США, 100% предоплата. Оплата > 10000 долларов США, 50% предоплата, остаток перед отгрузкой.
В: Какой способ доставки?
О: Доставка осуществляется компаниями DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.