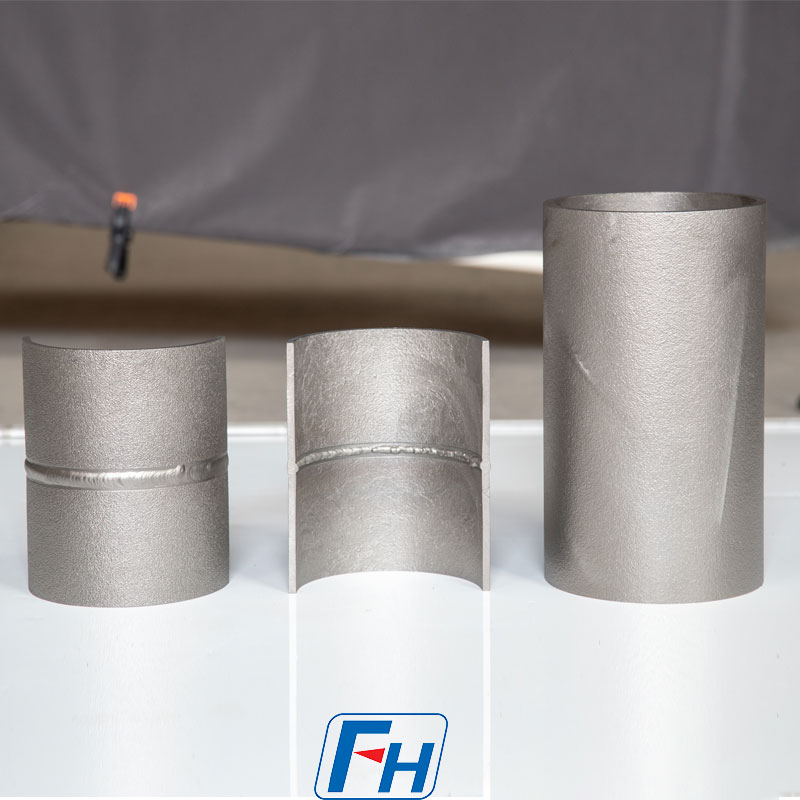
Радиационная труба:
Радиационные трубы представляют собой элементы косвенного нагрева, сердцевина которых состоит из «источника нагрева + герметичной защитной оболочки». Благодаря заключению источника нагрева (например, электрического нагревательного элемента или системы сжигания газа) в высокотемпературную и коррозионно-стойкую защитную оболочку, тепло, вырабатываемое электричеством или продуктами сгорания, не контактирует напрямую с нагреваемым объектом/средой. Тепло передается преимущественно излучением, дополненным небольшой конвекцией, к футеровке печи, заготовке или нагреваемому пространству.
Конструкция направлена на предотвращение прямого контакта источника нагрева с коррозионно-активной и восстановительной атмосферой внутри печи, минимизируя износ нагревательного элемента и обеспечивая равномерное и контролируемое распределение температуры. Они широко используются в промышленности, например, для термообработки (например, цементации, закалки и отжига), нагрева металлов, а также сушки и отверждения. Они особенно хорошо подходят для печей с высокими требованиями к экологической чистоте и стабильности атмосферы, таких как печи непрерывной термообработки полосы, шахтные печи и печи с роликовым подом.
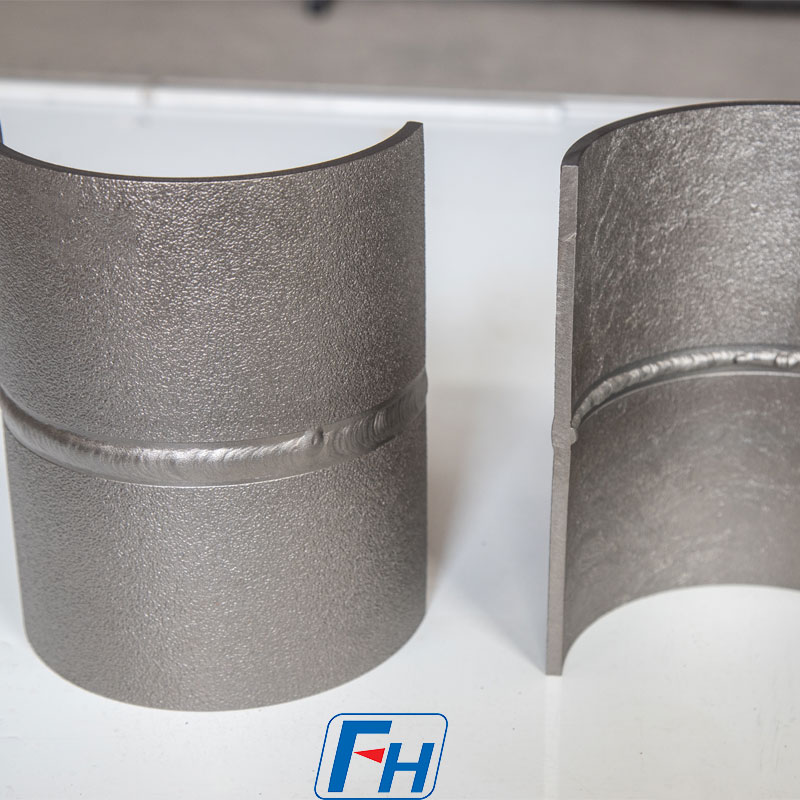
Радиационные трубы доступны в различных исполнениях: U-образные, W-образные, однолинейные, двухлинейные, непрерывные и т. д., с широким диапазоном мощностей, каждый из которых подходит для конкретного применения.
Тип радиационной трубы: Радиационные трубы W-типа; Радиационная труба U-типа, радиационная труба I-типа и электрическая радиационная труба
Размер: Внешний диаметр 50–1500 мм
Марка материала: высоконикелевые и высокохромистые жаропрочные сплавы, такие как HU, HT, HK, HP, HW, 24/24NbTiZr,50Cr/50Ni (2.4813), 1.4865, 1.4849, 1.4848, 1.4410, 1.4059, 1.4841, 1.4845, 1.4852, 2.4879 или по требованию заказчика.
Способы плавки: электродуговые печи, индукционные печи и вакуумные печи
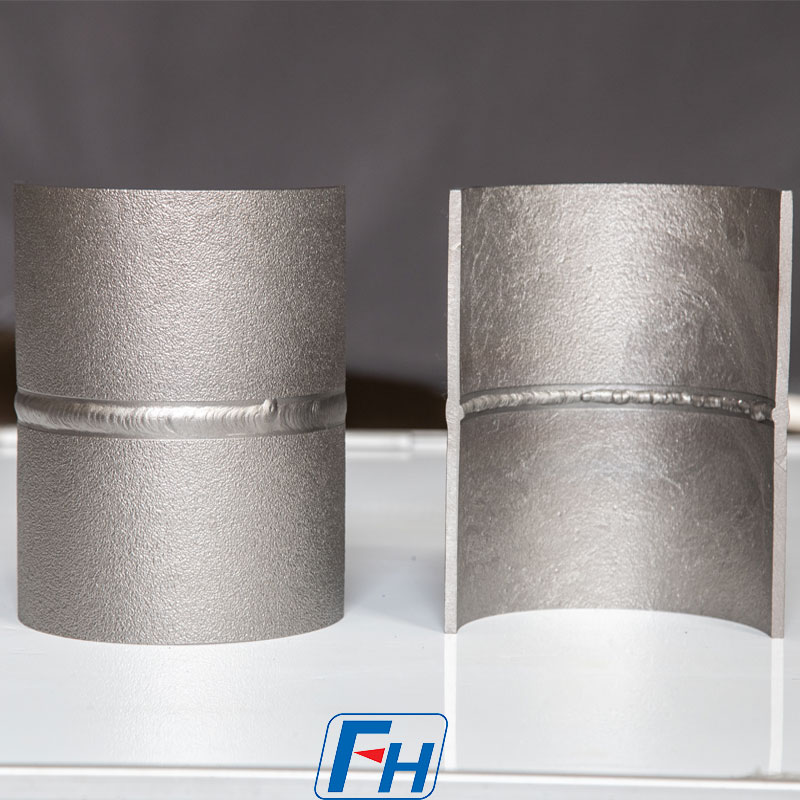
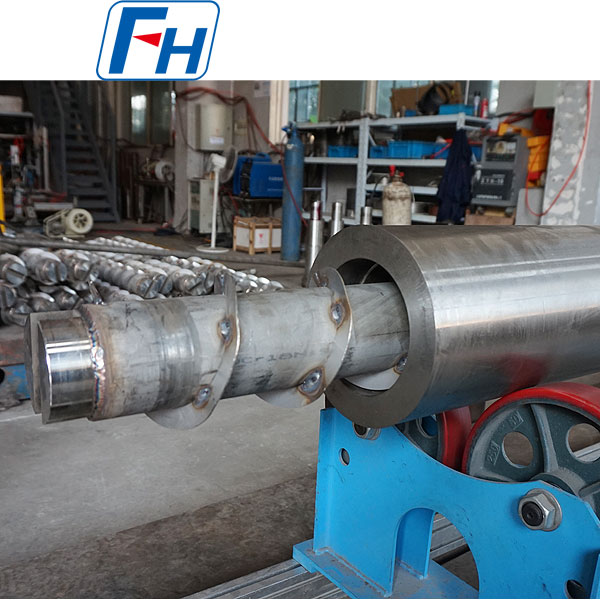
Технологический процесс производства: центробежное литье, литье по выплавляемым моделям, сварка.
Контроль качества: ультразвуковая, магнитная, термогравиметрическая, критическая, криогенная дефектоскопия, отчёт химического анализа, испытание механических свойств и т.д.
Процесс термической обработки: нормализация, закалка, отпуск, отжиг.
Обработка поверхности: дробеструйная обработка, покраска, гальванопокрытие, полировка, чёрное оксидирование, прозрачное антикоррозионное масло.
Контроль: внутренняя и сторонняя проверка.
Стандарты: ANSI, ASTM, ASME, API, JIS, DIN, BS, EN, KS, UNI, SABS, ГОСТ.
Сертификаты:
1. Отчёт химического анализа
2. Отчёт о термообработке
3. Отчёт о размерах
4. Отчёт об испытаниях DP
Упаковка: упаковка из морской фанеры на стальных поддонах или по запросу заказчика. Конкурентное преимущество: контроль и управление качеством на протяжении всего производственного процесса, включая плавку слитков, литьё, термическую обработку, механическую обработку и строгий выходной контроль перед поставкой.
Применение: Наши радиационные трубчатые нагреватели широко используются в оборудовании для термообработки, автозапчастях, производстве чугуна и стали, электроэнергетике, термомеханической обработке, алюминиевой промышленности, металлургическом оборудовании, нефтехимическом оборудовании, стекольном оборудовании, керамическом оборудовании, пищевом оборудовании, фармацевтическом оборудовании, энергетическом машиностроении и бытовой технике.
Марка материала радиационных труб:
| Heat-resistant Steel |
| / |
GB (中) |
DIN (德) |
ASTM (美) |
JIS (日) |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
|
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
|
950℃ |
| 3 |
ZG30Cr28Ni10 |
|
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
|
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
|
1050℃ |
| 5 |
ZG30Cr28Ni16 |
|
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
|
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
|
19.00 – 22.00 |
– |
≤0.50 |
|
1100℃ |
| 7 |
ZG30Cr20Ni25 |
|
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
|
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
|
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
|
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.8 – 1.8 |
≤0.50 |
|
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
|
|
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.2 – 1.8 |
≤0.50 |
|
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
|
|
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.8 – 1.8 |
≤0.50 |
|
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
|
≤0.50 |
|
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
|
|
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.5 – 1.5 |
≤0.50 |
|
1050℃ |
| 15 |
ZG45Cr12Ni60 |
|
HW |
|
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
|
|
|
1100℃ |
| 16 |
ZG45Cr18Ni66 |
|
HX |
|
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
|
|
|
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
|
|
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
|
|
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
|
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1. Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, способе охлаждения, весе загрузки и т. д.
Шаг 2. Рекомендуется предоставить 3D-чертежи.
Шаг 3. Когда у нас будет достаточно информации, мы сможем разработать чертежи изделия и составить смету.
В: Когда я смогу узнать цену?
О: Обычно мы предоставляем смету в течение 24 часов после получения вашего запроса (кроме выходных и праздничных дней). Если вам нужно срочно узнать цену, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли сделать вам смету.
В: Когда будет осуществлена поставка? / Каковы сроки поставки?
О: – Заказ образца: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– Заказ OEM: 30 дней после получения депозита.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите дефектные комплектующие при первом заказе, мы бесплатно предоставим вам новые детали для замены в следующем заказе. Будучи опытным производителем, вы можете быть уверены в качестве и послепродажном обслуживании.
В: Каковы ваши условия оплаты?
О: Телеграфный перевод
Оплата <= 10 000 долларов США, 100% предоплата. Оплата > 10 000 долларов США, 50% предоплата телеграфным переводом, остаток перед отправкой.
В: Какой способ доставки?
О: Доставка DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.