I. Основные характеристики
- Статическая среда нагрева: В отличие от печей непрерывного действия, атмосфера внутри камерной печи (в основном воздух, или может быть введен защитный газ) представляет собой, по сути, естественную конвекцию или слабую принудительную конвекцию, при этом основными методами теплопередачи являются теплопроводность и излучение. Конструкция оснастки должна исключать сильное препятствие тепловому потоку.
- Партионная работа и ручная загрузка/выгрузка: Оснастку необходимо часто вынимать из высокотемпературной печи и помещать обратно вручную или с помощью простых механизмов (например, вилочных погрузчиков, ручных тележек). Поэтому оснастка должна иметь прочную конструкцию, умеренный вес и быть удобной для захвата и перемещения.
- Высокие требования к универсальности и гибкости: Одна и та же камерная печь часто используется для обработки деталей различных размеров и форм, поэтому ее оснастка должна обладать высокой адаптивностью.
II. Основные типы и конструктивные формы
Приспособления для камерных печей, как правило, имеют относительно простую конструкцию, с акцентом на практичность и долговечность.
1. Универсальные поддоны и опорные плиты
- Конструкция: Квадратные или прямоугольные плоские плиты из жаропрочной стали (например, 310S, 330) или литья. В плитах могут быть просверлены отверстия для уменьшения веса и улучшения циркуляции воздуха.
- Применение: Непосредственно удерживают заготовки или служат в качестве основных несущих платформ для размещения других приспособлений.
- Ключевые моменты проектирования: Должны быть очень плоскими и толстыми, чтобы предотвратить сильную деформацию при многократных циклах нагрева и охлаждения. Обычно по краям предусмотрены отверстия для подъема или пазы для вилочного погрузчика.
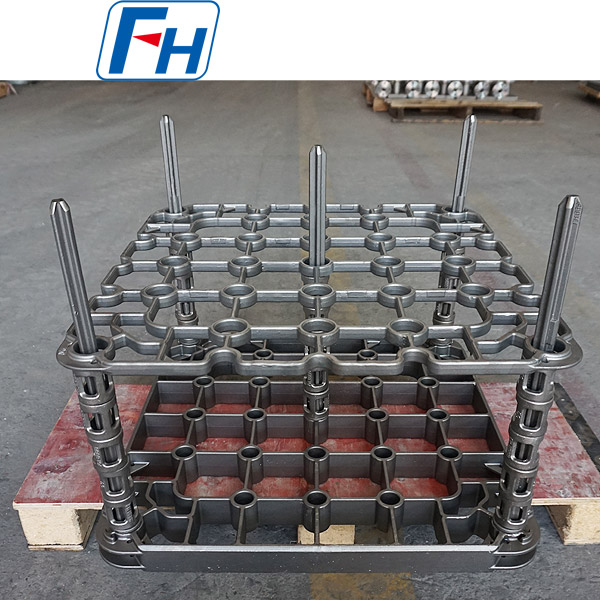
2. Стеллажи и опоры
- Конструкция: Многослойные рамы, сваренные из жаропрочных стальных стержней, труб или профилей.
- Применение: Используются для штабелирования или размещения заготовок слоями (например, длинных валов, стержней, штампов), что позволяет максимально использовать высоту рабочей камеры печи и облегчает циркуляцию горячего воздуха между слоями.
- Ключевые моменты проектирования: Высота слоев может регулироваться или иметь стандартное расстояние. Конструкция должна быть устойчивой, чтобы предотвратить опрокидывание.
3. Специальные приспособления и зажимы
- Конструкция: Простые ограничивающие или поддерживающие устройства, предназначенные для заготовок, склонных к деформации (например, тонкостенные кольца, длинные рейки, прецизионные штампы).
- Принцип: Ограничение свободной деформации заготовок во время термообработки с помощью болтов, зажимов или собственного веса.
- Примеры: Расширительные кольца для предотвращения овальности кольцеобразных деталей; многоточечные V-образные опоры для предотвращения изгиба длинных стержней.
4. Герметичные и коробчатые приспособления (для защитной атмосферы)
- Конструкция: Герметичные банки или коробки с крышками для размещения заготовок. Внутрь можно подавать защитные газы (например, азот, аргон) или помещать твердые науглероживающие среды (например, науглероживатели).
- Применение: Обеспечение простой термообработки в защитной атмосфере или химико-термической обработки в обычных камерных печах.
- Материал: Обычно используется нержавеющая сталь 310S, требующая отличных характеристик герметичности при высоких температурах.
III. Выбор материалов
Основные критерии: Высокотемпературная прочность, стойкость к окислению, стойкость к термической усталости и стоимость.
Наиболее часто используемые материалы:
1. AISI 310S (2520): Наиболее экономичный вариант с отличной стойкостью к окислению, подходит для воздушных печей или умеренно науглероживающих сред при температуре ниже 950°C.
2. RA 330: Выбирается для более высоких температур (до 1150°C), более высоких нагрузок или потенциальных рисков умеренного науглероживания, обеспечивая лучшую прочность и более длительный срок службы, чем 310S.
3. Литые изделия (например, высокохромистый чугун): Используются для изготовления опор или оснований кронштейнов сложной формы с требованиями к износостойкости.
Примечания: Следует избегать использования обычной углеродистой стали в воздушных печах, поскольку она чрезвычайно быстро окисляется, что приводит к короткому сроку службы и сильному загрязнению.
Таблица марок материалов:
| Heat-resistant Steel |
| / |
GB |
DIN |
ASTM |
JIS |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
– |
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
– |
950℃ |
| 3 |
ZG30Cr28Ni10 |
– |
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
– |
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
– |
1050℃ |
| 5 |
ZG30Cr28Ni16 |
– |
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
– |
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
23.00 – 27.00 |
19.00 – 22.00 |
– |
≤0.50 |
– |
1100℃ |
| 7 |
ZG30Cr20Ni25 |
– |
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
– |
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
– |
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.80 – 1.80 |
≤0.50 |
– |
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.20- 1.80 |
≤0.50 |
– |
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.80 – 1.80 |
≤0.50 |
– |
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
– |
– |
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.50 – 1.50 |
≤0.50 |
– |
1050℃ |
| 15 |
ZG45Cr12Ni60 |
– |
HW |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
– |
– |
– |
1100℃ |
| 16 |
ZG45Cr18Ni66 |
– |
HX |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
– |
– |
– |
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
– |
– |
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
– |
– |
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
– |
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1: Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, методе охлаждения, загрузочной массе и т.д.;
Шаг 2: Желательно предоставить 3D-чертежи;
Шаг 3: После получения достаточной информации мы разработаем чертежи продукции и предоставим соответствующее ценовое предложение;
В: Когда я получу цену?
О: Обычно мы отвечаем на запросы в течение 24 часов (за исключением выходных и праздничных дней). Если вам срочно нужна цена, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли предоставить вам ценовое предложение.
В: Когда будет осуществлена доставка? / Каковы сроки доставки?
О: – Заказ образцов: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– OEM-заказ: 30 дней после получения предоплаты.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите какие-либо дефектные детали, мы бесплатно заменим их в следующем заказе. Как опытный производитель, мы гарантируем качество и послепродажное обслуживание.
В: Каковы ваши условия оплаты?
О: T/T
Оплата <= 10000 долларов США, 100% предоплата. Оплата > 10000 долларов США, 50% предоплата, остаток перед отгрузкой.
В: Какой способ доставки?
О: Доставка осуществляется компаниями DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.