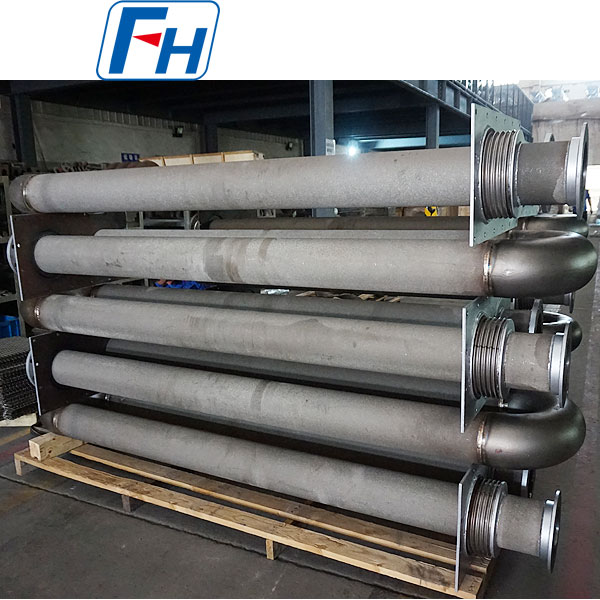
Приспособления для термообработки в азотирующих печах:
Приспособления для термообработки в азотирующих печах — это опорные и фиксирующие устройства, специально разработанные для таких процессов, как газовое азотирование и ионное (плазменное) азотирование. Основной принцип конструкции заключается в обеспечении равномерной циркуляции атмосферы в печи для достижения стабильного и однородного азотированного слоя, при этом максимально увеличивая загрузочную способность и минимизируя деформацию обрабатываемых деталей.
В отличие от приспособлений для закалки, приспособления для азотирования не должны выдерживать сильные термические удары. Однако они должны оставаться стабильными на протяжении длительных циклов обработки (часто от десятков до сотен часов) и выдерживать коррозию от активной азотной атмосферы, а также риск водородного охрупчивания.
I. Основные цели и задачи проектирования
1. Обеспечение равномерного распределения атмосферы (главная цель): Необходимо обеспечить равномерное обтекание каждого обрабатываемого изделия активными азотсодержащими газами (например, NH₃, N₂, H₂), избегая «мертвых зон», которые приводят к неравномерной глубине азотирования или появлению мягких участков.
2. Эффективность загрузки: Максимально увеличить загрузку за одну партию для снижения себестоимости детали, не нарушая при этом газовый поток.
3. Предотвращение деформации обрабатываемых изделий: Обеспечить надлежащую поддержку обрабатываемых изделий, особенно тонких стержней или тонкостенных деталей, чтобы предотвратить деформацию под действием собственного веса или взаимного выдавливания при длительном воздействии высоких температур (обычно 480-580°C).
4. Устойчивость к «азотированию» и водородному охрупчиванию: На поверхности самой оснастки после длительной эксплуатации в азотирующей атмосфере образуется хрупкий нитридный слой, который может легко отслаиваться или растрескиваться после многократного использования. Кроме того, атомы водорода могут диффундировать в материал, вызывая водородное охрупчивание.
5. Чистота и техническое обслуживание: Оксидная окалина или загрязнения на поверхности оснастки могут выделять примеси и мешать процессу азотирования, поэтому оснастка должна легко очищаться.
II. Основные типы и конструкции
1. Универсальные подвесные стеллажи и поддоны;
2. Специализированные приспособления;
3. Специальные приспособления для ионного (плазменного) азотирования;
4. Системы поддержки крупногабаритных компонентов;
III. Ключевые моменты при выборе материалов
Выбор материала для оснастки для азотирования имеет решающее значение. Неправильно выбранный материал становится расходным материалом и может даже загрязнять обрабатываемые детали.
1. Идеальные свойства материала:
- Отличная устойчивость к азотированию: низкая растворимость азота при температурах азотирования, отсутствие образования толстого, хрупкого слоя соединений.
- Высокотемпературная прочность и сопротивление ползучести: сохранение стабильности размеров при длительном воздействии высоких температур.
- Низкий коэффициент теплового расширения: уменьшение напряжений, вызванных дифференциальным тепловым расширением/сжатием по сравнению с обрабатываемой деталью.
- Хорошая устойчивость к водородному охрупчиванию.
2. Обычно используемые материалы:
- Аустенитные жаропрочные стали: такие как AISI 314 (25Cr-20Ni) и 330 (35Ni-18Cr) являются лучшим выбором. Высокое содержание хрома и никеля образует защитный слой оксида хрома (Cr₂O₃) на поверхности, который эффективно блокирует диффузию атомов азота внутрь, что приводит к образованию чрезвычайно тонкого слоя азотирования и длительному сроку службы.
- Никелевые сплавы: такие как Inconel 600, обеспечивают превосходные характеристики и чрезвычайно высокую устойчивость к азотированию, но являются дорогостоящими. Используются для ответственных или долговечных приспособлений.
3. Материалы, которых следует избегать:
- Низкоуглеродистая сталь/обычные легированные стали: быстро азотируются и становятся хрупкими, растрескиваются и выходят из строя после всего нескольких циклов.
- Мартенситные нержавеющие стали: также сильно азотируются.
- Медь и медные сплавы: хотя они не азотируются, им не хватает высокотемпературной прочности, и они могут загрязнять атмосферу.
Таблица марок материалов:
| Heat-resistant Steel |
| / |
GB |
DIN |
ASTM |
JIS |
Chemical Composition (%) |
Maximum Operation Temperature |
| C |
Si |
Mn |
Cr |
Ni |
Nb/Cb |
Mo |
Other |
| 1 |
ZG40Cr27Ni4 |
1.4823 |
HD |
SCH11 |
0.30 – 0.50 |
≤2.00 |
≤1.00 |
24.00 – 28.00 |
4.00 – 6.00 |
– |
≤0.50 |
– |
1050℃ |
| 2 |
ZG40Cr22Ni10 |
1.4826 |
HF |
SCH12 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
19.00 – 23.00 |
8.00 – 12.00 |
– |
≤0.50 |
– |
950℃ |
| 3 |
ZG30Cr28Ni10 |
– |
HE |
SCH17 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
8.00 – 11.00 |
– |
– |
– |
1050℃ |
| 4 |
ZG40Cr25Ni12 |
1.4837 |
HH |
SCH13 |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 27.00 |
11.00 – 14.00 |
– |
≤0.50 |
– |
1050℃ |
| 5 |
ZG30Cr28Ni16 |
– |
HI |
SCH18 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
26.00 – 30.00 |
14.00 – 18.00 |
– |
– |
– |
1100℃ |
| 6 |
ZG40Cr25Ni20Si2 |
1.4848 |
HK |
SCH21 |
0.30 – 0.50 |
≤1.75 |
≤1.50 |
23.00 – 27.00 |
19.00 – 22.00 |
– |
≤0.50 |
– |
1100℃ |
| 7 |
ZG30Cr20Ni25 |
– |
HN |
SCH19 |
0.20 – 0.50 |
≤2.00 |
≤2.00 |
19.00 – 23.00 |
23.00 – 27.00 |
– |
– |
– |
1100℃ |
| 8 |
ZG40Cr19Ni39 |
1.4865 |
HU |
SCH20 |
0.35 – 0.75 |
≤2.50 |
≤2.00 |
17.00 – 21.00 |
37.00 – 41.00 |
– |
– |
– |
1020℃ |
| 9 |
ZG40Cr15Ni35 |
1.4806 |
HT |
SCH15 |
0.35 – 0.70 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1000℃ |
| 10 |
ZG40Cr25Ni35Nb |
1.4852 |
HPCb |
SCH24Nb |
0.30 – 0.50 |
≤2.00 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
0.80 – 1.80 |
≤0.50 |
– |
1100℃ |
| 11 |
ZG40Cr19Ni39Nb |
1.4849 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
18.00 – 21.00 |
36.00 – 39.00 |
1.20- 1.80 |
≤0.50 |
– |
1100℃ |
| 12 |
ZG40Cr24Ni24Nb |
1.4855 |
– |
– |
0.30 – 0.50 |
1.00 – 2.50 |
≤2.00 |
23.00 – 25.00 |
23.00 – 25.00 |
0.80 – 1.80 |
≤0.50 |
– |
1050℃ |
| 13 |
ZG40Cr25Ni35 |
1.4857 |
HP |
SCH24 |
0.35 – 0.50 |
1.00 – 2.50 |
≤2.00 |
24.00 – 28.00 |
33.00 – 37.00 |
– |
≤0.50 |
– |
1100℃ |
| 14 |
ZG1Cr20Ni32Nb |
1.4859 |
– |
– |
0.06 – 0.15 |
0.50 – 1.50 |
≤2.00 |
19.00 – 21.00 |
31.00 – 33.00 |
0.50 – 1.50 |
≤0.50 |
– |
1050℃ |
| 15 |
ZG45Cr12Ni60 |
– |
HW |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
10.00 – 14.00 |
58.00 – 62.00 |
– |
– |
– |
1100℃ |
| 16 |
ZG45Cr18Ni66 |
– |
HX |
– |
0.35 – 0.75 |
≤2.00 |
≤2.00 |
15.00 – 19.00 |
64.00 – 68.00 |
– |
– |
– |
1100℃ |
| 17 |
ZG1Cr28Co50 |
2.4778 |
– |
– |
0.05 – 0.25 |
0.50 – 1.00 |
≤1.50 |
27.00 – 30.00 |
≤1.00 |
≤0.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 18 |
ZG30Cr28Co50Nb |
2.4779 |
– |
– |
0.25 – 0.35 |
0.50 – 1.50 |
0.50 – 1.50 |
27.00 – 29.00 |
– |
1.50 – 2.50 |
≤0.50 |
Co:48.0 – 52.0 |
1200℃ |
| 19 |
ZG40Cr28Ni48W5 |
2.4879 |
– |
SCH42 |
0.35 – 0.55 |
1.00 – 2.00 |
≤1.50 |
27.00 – 30.00 |
47.00 – 50.00 |
– |
≤0.50 |
W:4.0 – 5.5 |
1200℃ |
Часто задаваемые вопросы:
В: Как отправить запрос?
О: Шаг 1: Пожалуйста, предоставьте нам подробную информацию о вашей печи, рабочей температуре, методе охлаждения, загрузочной массе и т.д.;
Шаг 2: Желательно предоставить 3D-чертежи;
Шаг 3: После получения достаточной информации мы разработаем чертежи продукции и предоставим соответствующее ценовое предложение;
В: Когда я получу цену?
О: Обычно мы отвечаем на запросы в течение 24 часов (за исключением выходных и праздничных дней). Если вам срочно нужна цена, пожалуйста, напишите нам по электронной почте или свяжитесь с нами другими способами, чтобы мы могли предоставить вам ценовое предложение.
В: Когда будет осуществлена доставка? / Каковы сроки доставки?
О: – Заказ образцов: 35 дней после получения полной оплаты.
– Заказ со склада: 10 дней после получения полной оплаты.
– OEM-заказ: 30 дней после получения предоплаты.
В: Каково ваше послепродажное обслуживание?
О: Гарантия 1 год на все виды продукции;
Если вы обнаружите какие-либо дефектные детали, мы бесплатно заменим их в следующем заказе. Как опытный производитель, мы гарантируем качество и послепродажное обслуживание.
В: Каковы ваши условия оплаты?
О: T/T
Оплата <= 10000 долларов США, 100% предоплата. Оплата > 10000 долларов США, 50% предоплата, остаток перед отгрузкой.
В: Какой способ доставки?
О: Доставка осуществляется компаниями DHL, UPS, EMS, Fedex, авиаперевозками, морскими перевозками или железнодорожными перевозками.